
قطعات مختلف دستگاه پرس برک
خمکاری ورق، نیازمند یک دستگاه خم ورق و تعدادی ورق برای تولید قطعه میباشد. معمولا ضخامت ورق ها کمتر از ۶ میلیمتر است. دستگاه پرس برک یک گونه از دستگاههایی است که با آن ورق را خم میکنند. این دستگاه معمولا به صورت هیدرولیک است و توسط کنترل CNC یا NC و با استفاده از سنبه (ابزار بالا) و ماتریس (ابزار پایین) خم ورق را انجام میدهد.
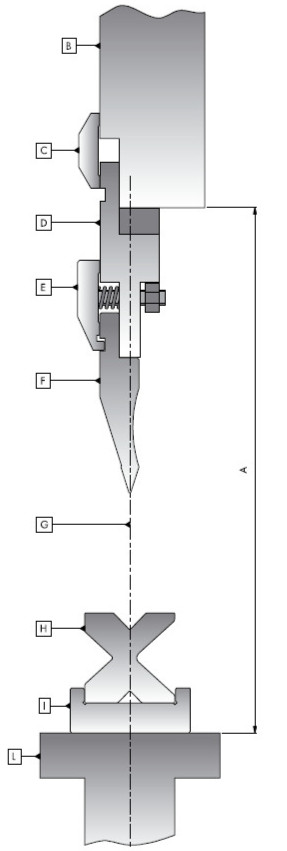
در ذیل قطعاتی که در یک مدل دستگاه پرس برک کار خمش را انجام میدهند نشان داده شده است:
|
شرح |
آیتم |
|
Daylight |
A |
|
بدنه ماشین |
B |
|
کلمپ اول |
C |
|
Intermediate |
D |
|
کلمپ سنبه |
E |
|
سنبه |
F |
|
محور حرکت سنبه |
G |
|
ماتریس |
H |
|
ناودانی ماتریس |
I |
|
میز ماشین |
L |
حال بیایید قطعات مختلف دستگاه پرس برک را معرفی کنیم:
- استراکچر دستگاه پرس برک: قسمتی از دستگاه است که تمامی قطعات متحرک ماشین را ساپورت میکند و معمولا به شکل C میباشد.

- کنترل دستگاه: که بصورت گرافیکی یا پارامتریک میباشد و به لطف استفاده از انکودر و کامپیوتر داخل کنترل، بر اساس موقعیت دقیق قطعات دستورات لازم را طبق برنامه داخل آن به موتور و پیستونها و محورهای دستگاه میدهد تا عمل خمش با دقت بالا بر اساس اندازه های داده شده انجام گیرد.

- سیلندر هیدرولیک:که موقعیت حرکت قسمت بالای دستگاه را مشخص میکند. توسط این پیستون ، سنبه(ابزار بالا) حرکت میکند. معمولا این قطعه توسط دو پیستون که محورهای Y1 و Y2 میباشند حرکت میکنند.
- قرار عقب (Backguage): مبنای موقعیت ورق جهت خمش میباشد و بر اساس تعداد محورهایی که داراست توسط کنترل دستگاه برنامه ریزی میشود.

- میز دستگاه که ماتریس روی آن قرار میگیرد.
- Upper Beam قسمت بالایی و متحرک دستگاه که توسط پیستونها حرکت میکند و سنبه روی آن نصب میشود.
- Stroke: ماکزیمم میزان حرکت محور Y دستگاه را نشان میدهد. این پارامتر در انتخاب سنبه های با ارتفاع بلند بسیار اهمیت دارد.
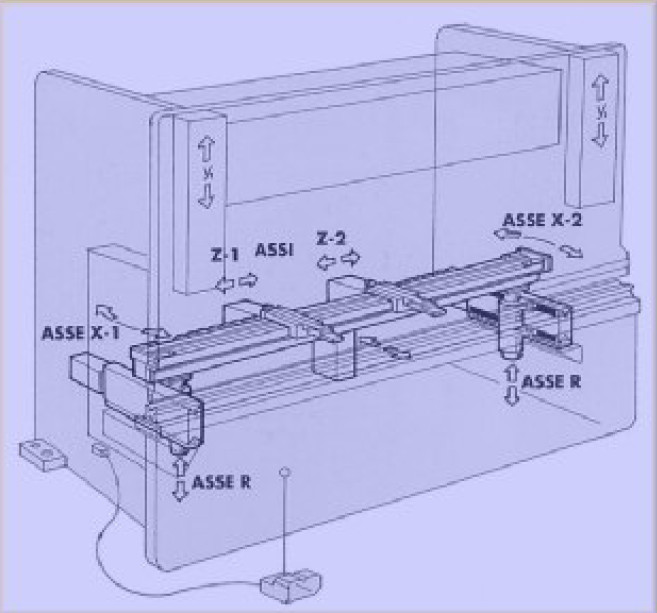
- محورهای دستگاه: در شکل ذیل، محورهای دستگاه نشان داده شده است. در شکل فوق ماشین دارای ۶ محور (Y1,Y2,X,R,Z1,Z2) میباشد. اما پرس برک ها در مارکت با مشخصات و آپشن های مختلفی وجود دارد. در طی پروسه خم کاری، اپراتور باید مقادیر محورهای Y1 و Y2 را چک کند برای اینکه اختلاف میزان ۰.۰۵ میلیمتر در اندازه این دو محور میتواند اختلاف زاویه دو درجه را در دستگاه ۳ متری بوجود آورد.بنابراین همیشه یک راستا بودن این دو محور با بررسی موقعیت پیستون ها و صفر کردن موقعیت آنها قبل از خم باید بررسی شود . در صورت مشکل باید سطوح upper beam. میز دستگاه، قسمت میانی کلمپ باید بررسی شده و اصلاح گردد.
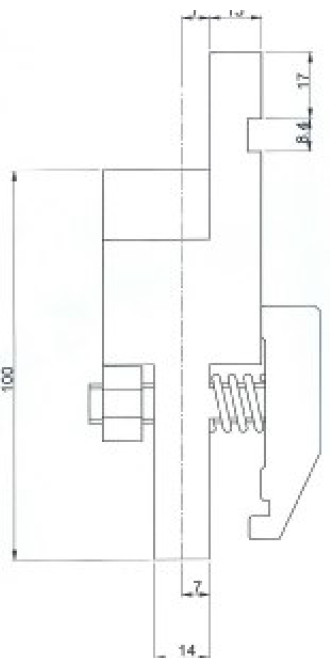
- Intermediate (قسمت میانی کلمپ): در سیستم ابزار گیر پرومکمپ (Promecam) قسمت میانی به Upper beam متصل میگردد. این قسمت توانایی تحمل ۱۰۰ تن بر متر را دارد و طبق استاندارد، در هر متر نیاز به ۵ عدد از این قطعه میباشد. این قطعه میتواند دارای گوه باشد تا برای داشتن قطعه خم شده با کیفیت خوب در طول بلند تاب خم را بگیرد.(توضیحات بیشتر در قسمت مربوطه ارائه میگردد.) در صورت نیاز به بستن سنبه بصورت برعکس شما میتوانید قسمت میانی را برعکس نصب نموده و از سنبه استفاده کنید.
 پست بعدی
پست بعدی
همچنین بخوانید
دیدگاه خود را با ما در میان بگذارید